

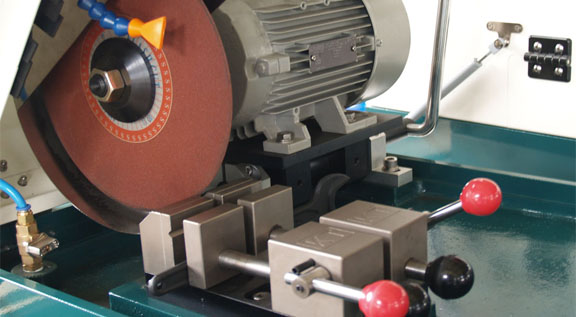



PEGAS 850x1000 HERKULES-X


Очень производительным полуавтоматическим, двухколонным ленточнопильным станком. Наш предложенный вариант, определенный для производительной разрезки больше для проблематических заготовок.
Модификация «Х» в основном исполнении предлагает 64-ти битовую систему управления. Система управления обеспечивает электронно-управляемую автоматическую регуляцию подачи инструмента в заготовку в зависимости от сопротивления резания, электронную настройку верхнего и нижнего положения консоли, слежение за скоростью подачи в заготовку и управление короткого хода неподвижного кулачка тисков при движении заготовки. Система управления подготовлена для связи с дополнительными опциями (напр. управление рольгангов).
Пила предназначена для перпендикулярной резки.
Cтанок используется в серийном производстве. С учётом своей массивной конструкции позволяет резку заготовок из различных материалов, включающих нержавеющие и инструментальные стали, как профилей, так массивных заготовок.
Конструкция:
Конструкция плеча станка и частей тисков сконструирована таким способом, чтобы позволить максимально использовать биметаллические и твердосплавные полотна.
Рама станка изготовлена как сварная конструкция и она управляется двумя колонами с линейными подшипниками. Жесткая рама станка с установкой колон у самых зажимных тисков и полотна уменьшает вибрации и тем самым достигается максимальная производительность резки станка.
"Консоль – это массивная сварная конструкция и сконструирована так, что бы была обеспечена требуемая жёсткость и точность разреза. Движение консоли помощью двух гидравлических цилиндров. Плечо станка с направляющими, с укладкой в 4-х рядных линейных подшипниках, с большой грузоподъёмностей. Массивные стальные шкивы наклонены на 25 градусов от плоскости разреза, производительный гидравлический агрегат с двойным насосом. Благодаря наклону консоли было достигнуто уменьшение угла закручивания полотна и приближения полотна до минимального расстояния от линейных направляющих на колоннах. Эта компоновка станка уменьшает вибрации и позволяет достигнуть максимальную производительность резки станка.
Консоль станка применяет автоматический сенсор для считывания положения плеча над материалом и концевой датчик для настройки нижнего положения. Настройка верхнего положения плеча – программируемая нажатием кнопки.
Тиски – это массивная сварная конструкция. Губки обеспечивают безопасный зажим заготовки. Подачу тисков обеспечивает подъемный гидравлический цилиндр. Тиски для зажатия заготовки, применяют развитую конструкцию с гидроцилиндром с большим ходом и с направлением при помощи шлифованных штанг. Основная отливка расположена в самой близи колонн для оптимизации укрепления заготовки. Регуляция давления кулачка тисков с большим ходом.
Через целый станок проходит роликовый рольганг, который поддерживает заготовки по целой длине резки.
Пильное полотно гидравлически натягивается, что позволяет в любое время выдержать идеальные условия разреза.
Станок в основном исполнении оборудован автоматической регуляцией натяжения пильного полотна, подвижными направляющими с твёрдосплавными пластинками и верхним подпирающим закалённым роликом с игольчатым подшипником. Для уменьшения расстояния направляющих от заготовки, направляющие присоединены к кулачку тисков.
Очищающая щётка с приводом электродвигателем обеспечивает совершенную очистку пильного полотна.
Привод посредством планетарного редуктора и трехфазного электродвигателя с бесступенчатой регулировкой скорости пильного полотна преобразователем частоты. Внимание: Привод с планетарным редуктором мощнее привода с червячным редуктором и с двигателем приблизительно в два раза.
Охлаждающая система при помощи эмульсии СОЖ с распределением в направляющие полотна.
Массивная станина с бункером для стружки и с транспортер стружки.
Концевой выключатель натяжки полотна и открытия кожуха.
Управление 24 Вольт.
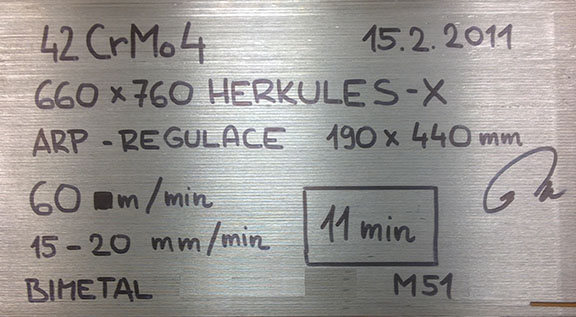
Станок оборудован терминалом управления MAHLER, частью которого является система Pegas ARP, позволяющая автоматическую регулировку скорости разреза в зависимости от сопротивления отрезаемой заготовки. Система управления станка показывает рабочие данные, как скорость полотна, скорость подачи плеча в заготовку и состояния отдельных рабочих подач. Частью системы являются входы и выходы для присоединения специальных дополнительных опций для станка.
Рабочие движения управляет гидроцилиндр с двойным насосом. Он оборудован регулирующими кранами для настройки давления тисков
Стандартная оснастка станка:
Транспортер стружки
освещение рабочей зоны
преобразователем частоты
пильное полотно
набор инструментов
рекомендация по обслуживанию станка.
Рабочий цикл станка:
После старта цикла станок зажимает тиски, сделает разрез с выбранной скоростью, в нижнем положении включает микродатчик, консоль поднимается в верхнее положение, и тиски открываются
← Назад в раздел