

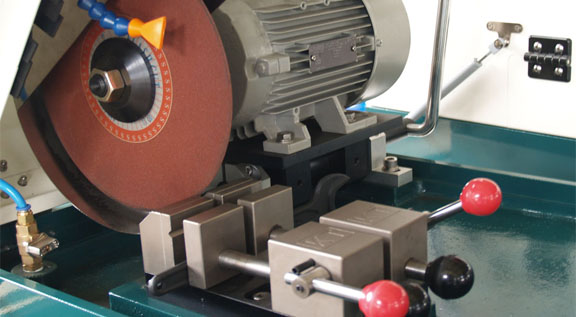



PEGAS 700x750 HERKULES-X


Очень производительный полуавтоматический, двухколонный ленточно-пильный станок с гидравлическим управлением.
Модификация «Х» в основном исполнении предлагает 64-ти битовую систему управления. Система управления обеспечивает электронное управление автоматической регуляции подачи инструмента в заготовку в зависимости от сопротивления резания, электронную настройку верхнего и нижнего положения консоли, слежение за скоростью подачи в заготовку и управление короткого хода неподвижного кулачка тисков при движении заготовки. Система управления подготовлена для связи с дополнительным опциями станка (напр. управление рольгангами).
Станок предназначен для перпендикулярной резки.
Cтанок используется в серийном производстве. За счет массивной конструкции позволяет резку деталей из различных материалов, включающих нержавеющие и инструментальные стали, как профилей, так и сплошных заготовок.
Конструкция:
Конструкция плеча станка и частей тисков конструрирована таким способом, чтобы позволила максимально использовать биметальные и твердосплавные полотна. Станок по конструкции уже предназначен для экстремальных нагрузок заводского производтсва.
Консоль – это массивная сварная конструкция и сконструировано так, что бы была обеспечена требуемая жёсткость и точность разреза.
Консоль – это массивная сварная конструкция и сконструировано так, что бы была обеспечена требуемая жёсткость и точность разреза. Плечо станка с направляющими расположено в 4-х рядных линейных направляющих.
Массивные стальные шкивы наклонные о 25 градусов против плоскости разреза производительный гидравлический агрегат с двойным насосом. Благодаря наклону конзоли было достижено уменьшение угла закручивания полотна и приближения полотна до минимального расстояния от линеарных направляющих на колоннах. Эта компоновка станка минимализирует вибрации и позволяют достигнуть максимальную производительность резки станка.
У рамы станка инкрементальный датчик для контроли подачи в распил и высоты полотна над уровень тисков.
Рабочие позиция рамы: концевой выключатель для настраивания нижней позиции. Верхняя позиция рамы настраивается автоматически с помощью оптического датчика находящегося под полотном. Рама станка после старта перемещается в зону резки. Подача быстрее возможна только в ручном режиме (МАНУАЛ), чтобы предотвратить ошибки человеческого фактора или микродатчиков (выключателей).
Тиски из мощной сварной стали и губки обеспечивают безопасное пиление заготовки. Зажимные губки перемещаются по двух линейных рельсах с помощью гидроцилиндра.
Пильное полотно гидравлически натягивается, что позволяет в любое время выдержать идеальные условия разреза.
Станок в основном исполнении оборудован автоматической регуляцией натяжения пильного полотна, подвижными направляющими с твёрдосплавными пластинками и верхним подпирающим закалённым роликом с игольчатым подшипником. Для уменьшения расстояния направляющих от заготовки, направляющие присоединены к кулачку тисков.
Очищающая щётка с приводом электродвигателем обеспечивает совершенную очистку пильного полотна.
Мотор-редуктор планетарного типа. Трехфазный электродвигатель с двойной обмоткой, 2 скорости резания.
Охлаждающая система при помощи эмульсии СОЖ с распределением в направляющие полотна.
Мощная станина с бункером для стружки.
Концевой выключатель натяжки полотна и открытия кожуха.
Управление 24 Вольт.
Станок оснащен пультом управления MAHLER, который управляет станком в двух режимах: BIMETAL (БИМЕТАЛЛ) и KARBID (КАРБИД).
Регулировка скорости подачи с гидроцилиндром управляемым серводвигателем. Этим путем достигнута очень точная подача полотна в распил. Оператор станка в прогграмме запишет нужную величину подачи (мм/мин) и станок эту величину точно настроит. Такой способ управления не зависит от температуры гидравлического масла (вязкости).
Система управления станка показывает рабочие данные как скорость полотна, скорость подачи плеча в заготовку и состояния отдельных рабочих подач. Частью системы являются входы и выходы для присоединения дополнительных опций станка.
Модуль безопасности Siemens с автодиагностикой.
Рабочие движения управляет мощный гидроагрегат с двойным насосом. Гидроагрегат оборудован регулирующими кранами для настройки давления тисков
Стандартная оснастка станка:
освещение рабочей зоны
преобразователем частоты
пильное полотно
набор инструментов
руководство по обслуживанию на диске CD
Рабочий цикл станка:
После старта цикла станок зажимает тиски, сделает разрез выбранной скоростью, в нижнем положении включает микродатчик, консоль поднимается в верхнее положение, и тиски открываются.
← Назад в раздел