




PEGAS 510x510 TOPSPEED


Ленточнопильный станок PEGAS 510 TOPSPEED предназначен для производительной резки стальных заготовок, включая твёрдых, проблематично обрабатываемых сталей и специальных материалов. Станок имеет экстремально массивную конструкцию. Консоль отклонена на 25 градусов. Чугунные шкивы конической формы, очень мощный планетарный привод и пильное полотно шириной 54 мм обеспечивающее станку максимально возможную мощность.
Станок комплектно капотирован. Травмоопасность сведена к минимуму, не происходит разбрызгивание СОЖ и отскакивания стружки из зоны разреза.
На станке возможно применять биметаллические и карбидные пильные полотна.
Для максимального использования карбидных полотен станок оборудован:
- софтвером, позволяющим медленное движение резания в начале и конце разреза.
- Очень точную регулировку движения резания помощью серводвигателя
- Автоматическую регулировку движения резания во время перегрузки разреза.
- Открытие зоны разреза во время движения пильного полотна в верхнюю позицию (питатель переместит заготовку, направляющие пильного полотна автоматически переместится о 2,5 мм в бок).
Оптический сенсор для автоматического анализа положения консоли над заготовкой
Конструкция: У ленточнопильного станка находится очень массивная конструкция. Жёсткая станина станка (комбинация стальной сварной конструкции и полимер-бетона) с помещением двух массивных колонн плотно у зажимных тисков и пильного полотна уменьшает вибрации и позволяет максимальную производительность резания станка.
Консоль – это массивная сварная конструкция и сконструировано так, что бы была обеспечена требуемая жёсткость и точность разреза. Консоль двигается на колоннах помощью линейного управления и двух гидравлических цилиндров. Скорость движения консоли измеряется ротационным инкрементальным датчиком.
Тиски (неповоротные тиски и тиски питателя) – это массивная сварная конструкция. Губки обеспечивают безопасный зажим заготовки. Одна губка с долгим ходом (подача гидравлическим цилиндром с долгим ходом), и другая есть с коротким ходом (разжимает свою позицию во время питания штанги, не приводит к износу губки и буксованию заготовки). Неповоротные тиски разрезные (пильное полотно проходит центром губок). Губки зажимают заготовку перед и за разрезом. Целым станком проходит рольганг, который подпирает заготовку в полной длине станины станка.
Питатель есть сварной конструкции. Он заложен на станине станка помощью линейного управления. Движение питателя (движение заготовки) обеспечивает шариковый винт, конически торцовый редуктор, электродвигатель с преобразователем частоты. Максимальная длина одной подачи есть 640 мм, станок позволяет кратную подачу.
Стандартная оснастка:
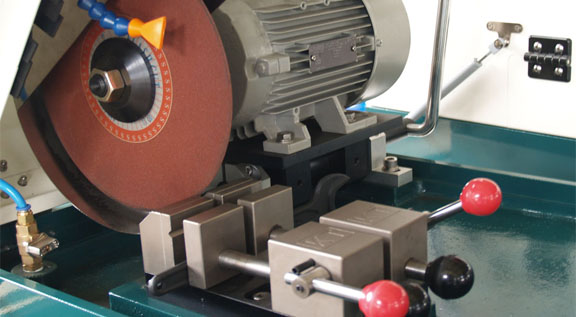
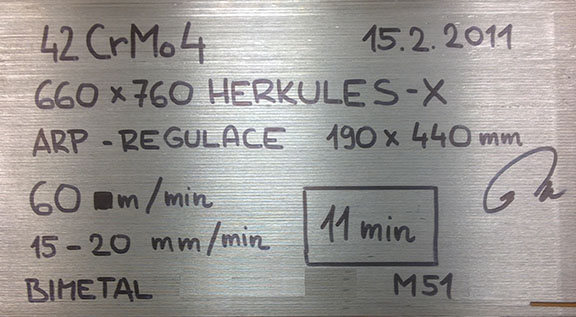
- система Pegas ARP (автоматическая регулировка подачи резания в зависимости от сопротивления резаной заготовки), которая является пригодной для оптимизации подачи резания во время резки профилей посредничеством биметаллических полотен.
- гидравлическая натяжка пильного полотна с индикацией неправильно натянутого полотна
- направляющие пильного полотна с твердосплавными пластинками.
- электродвигателем ведомая щетка обеспечивает безупречную очистку пильного полотна (650 об/мин)
- привод посредством планетарного редуктора и трехфазного электродвигателя с плавной регулировкой скорости пильного полотна с помощью преобразователя частоты. Внимание: Привод с планетарным редуктором мощнее привода с червячным редуктором с двигателем приблизительно в два раза.
- охлаждающая система для СОЖ, которая подается в направляющие пильного полотна и помощью LocLine системы прямо в режущую канавку
- рабочими движениями управляет гидроцилиндр. Система заключается в регулировании давления тисков
Управление: Обслуживающий персонал выбирает между 2 режимами:
- МАНУАЛ (станок немедленно режет заготовку в полуавтоматическом режиме)
- ПРОГРАММА (обслуживающий персонал настраивает программу резки, станок потом эти программы осуществляет). Возможность задать до 99 программ. Частью одной программы является комплексная наладка реза: скорость пильного полотна, скорость подачи в заготовку, наладка автоматической регулировки, наладка высоты срезанной детали, наладка длины детали и числа разрезов. Длину и число возможно задать в 99 программах, станок автоматически подает на разные заданные длины.
После старта станок закрепит тиски, осуществит разрез выбранной скоростью, в нижней позиции ослабится зона разреза, станок откинется в избранную верную позицию и откроет тиски. Подача заготовки с помощью питателя периодическая (питатель двигается между нулевым положением и положением заданной длины подачи) или последовательная (питатель переместится на величину 700 мм, закрепит заготовку и последовательно подаст в разрез).
← Назад в раздел