




PEGAS 400x400 HERKULES X-CNC

Конструкция:
Станок своей конструкцией спроектирована таким способом, чтобы соответствовал экстремальной нагрузке в условиях эксплуатации.
Рама консоли из чугунных балок направлена между двумя колоннами с линеарными подшипники с натяжкой. Жёсткая рама станка с укладкой колонн перед самыми зажимными тисками уменьшают вибрации и позволяют достигнуть максимальную производительность резки станка.
Консоль – это массивная сварная конструкция и сконструировано так, что бы была обеспечена требуемая жёсткость и точность разреза. Плечо станка с направляющими расположено в 4-х рядных линейных направляющих.
Подающие тиски двигаются помощью гидравлического цилиндра. Они двигают заготовку в основные тиски на определенную длину, которую оператор в ручную устанавливает с помощью концевого упора. Для точного позиционирования подающего устройства станок доводит микроподачей.
Подающие тиски двигаются помощью гидравлического цилиндра. Подающие тиски передвигают заготовку в основные тиски на длину, которую оператор задает на пульте управления. Позиция подающих тисков определена с помощью магнитоэлектрического микрозамыкателя и отмеривающей ленты. Для точного позиционирования подающего устройства станок доводит в место фиксации микроподачей.
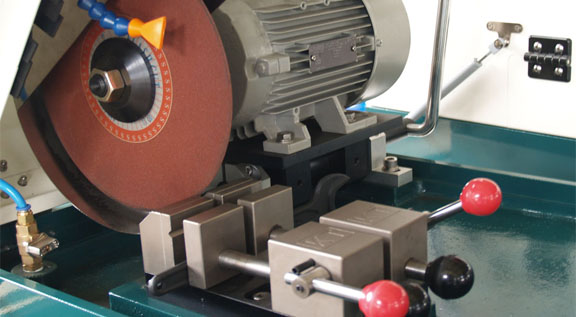
Направление полотна за счет твердосплавных направляющих.
Электро-механическое устройство натяжения полотна с концевым выключателем обеспечивает постоянную натяжку и тем самым соблюдать оптимальные условия резки.
Полотно защищает кожух, который защищает от стружки и СОЖ.
Очищающая щётка с приводом обеспечивает совершенную очистку пильного полотна.
Мотор-редуктор червячного типа. Трехфазный электродвигатель с двойной обмоткой, 2 скорости резания. Термозащита электродвигателя.
Охлаждающая система для СОЖ обеспечивает распределение жидкости в направляющие пильного полотна и с помощью LocLine системы прямо в режущую канавку.
Станина с бункером для стружки.
Концевой выключатель натяжки полотна и открытия кожуха.
Управление 24 Вольт.
Главный выключатель установлен на торцевых дверях. Она оснащена кнопкой безопасности для остановки станка, двумя для его пуска. Также присутствует регулятор подачи и другие кнопки настройки режимов станка.
Станок оборудован гидроцилиндрами, которые управляют всеми функциями автоматического станка. Подает консоль в заготовку, обеспечивает подъём консоли, открытие и закрытие основных и подающих тисков, подачу подающего устройства.
Стандартная оснастка станка:
подача отрезанных заготовок
пильное полотно
преобразователем частоты
набор инструментов,
рекомендация по обслуживанию станка
Рабочий цикл станка:
Подающие тиски фиксируют заготовку, подает ее в зону реза, основные тиски фиксируют заготовку. Подающие тиски раскрываются и возвращаются на заданную длину реза. Консоль подается в заготовку, после резки материала возвращается в верхнее положение. Основные тиски открываются, подающие тиски передвинут заготовку на требуемую длину. Основные тиски фиксируют, подающие тиски раскрываются и весь цикл повторяется. Оператор только закладывает заготовку и снимает отрезанные детали. Во время резки возможно изменять скорость полотна и скорость подачи консоли в заготовку.
← Назад в раздел