




PEGAS 290x320 SHI-LR/F


290x320 SHI-LR-F = Разница против модели SHI находится в оснастке мощным электродвигателем 2,2 кВтт с преобразователем частоты для бесступенчатой регуляции окружной скорости полотна 20-100 м/мин.
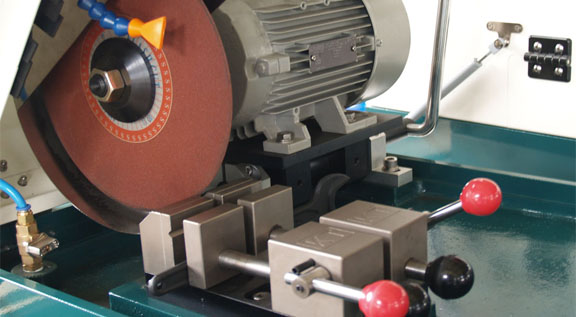
Гидравлический полуавтоматический ленточнопильный станок с комплектным гидравлическим управлением. Pезка проходит посредством собственного веса консоли, гидроцилиндр и дроссельный клапан для регуляции скорости подачи плеча в зону резания. Пила предназначена для перпендикулярной резки и резки под углом в диапазоне от -45 до 60 градусов. Изменение угла резки осуществляется при помощи рычага. Cтанок используется в серийном производстве. За счет массивной конструкции позволяет резку деталей из различных материалов, включающих нержавеющие и инструментальные стали, как профилей, так и сплошных заготовок.
Конструкция:
Конструкция станка спроектирована таким способом, который соответствует большим нагрузкам во время эксплуатации. По этой причине все основные несущие части станка литые и изготовлены из чугуна, что повышает жесткость конструкции, что понижает вибрацию станка и увод полотно от линии реза. Части консоли, тисков и поворотного устройства сделаны из чугуна.
Консоль изготовлена с уклоном на 25°, что повышает срок службы полотна.
Тиски изготовлены из чугуна и губки тисков обеспечивают безопасный зажим заготовки. Гидравлически управляемые тиски с долгим ходом. Губка тисков передвигается по направлению наладки угла резки, фиксация помощью ручки.
Тиски имеют вид «ласточкин хвост» и оборудованы быстродействующим зажимом.
Направление полотна за счет твердосплавных направляющих. Автоматическая регуляция натяжения пильного полотна. Ручное натяжение.
Мотор-редуктор червячного типа. Трехфазный электродвигатель с двойной обмоткой, 2 скорости резания. Термозащита электродвигателя.
Охлаждающая система для СОЖ обеспечивает распределение жидкости в направляющие пильного полотна.
Станина с бункером для стружки.
Концевой выключатель натяжки полотна и открытия кожуха.
Управление 24 Вольт.
Рабочий цикл станка:
После расположения заготовки в зону реза станка и зажима ее тисками оператор кнопкой СТАРТ запускает опускание консоли. Скорость движения консоли в разрез регулирует оператор с помощью дроссельного клапана. После реза консоль вернется в исходное верхнее положение, и остановится привод пильного полотна. Тиски разжимаются. Заготовка подается оператором. Система управления станка подает информации о правильной натяжке пильного полотна, о правильно закрытом кожухе полотна и помощью диодного амперметра о величине загрузки привода пильного полотна во время резки, что помогает при наладке скорости подачи консоли в зону реза.
← Назад в раздел